- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Italian LPE:n 200 mm:n piikarbidiepitaksiaaliteknologia edistyy
2024-08-06
Johdanto
SiC on parempi kuin Si monissa sovelluksissa erinomaisten elektronisten ominaisuuksiensa, kuten korkean lämpötilan stabiilisuuden, leveän kaistavälin, suuren sähkökentän voimakkuuden ja korkean lämmönjohtavuuden ansiosta. Nykyään sähköajoneuvojen vetojärjestelmien saatavuus paranee merkittävästi korkeampien kytkentänopeuksien, korkeampien käyttölämpötilojen ja piikarbidimetallioksidipuolijohdekenttätransistoreiden (MOSFET) alhaisemman lämpövastuksen ansiosta. SiC-pohjaisten teholaitteiden markkinat ovat kasvaneet erittäin nopeasti viime vuosina; Siksi korkealaatuisten, virheettömien ja yhtenäisten piikarbidimateriaalien kysyntä on kasvanut.
Muutaman viime vuosikymmenen aikana 4H-SiC-substraattien toimittajat ovat pystyneet suurentamaan kiekkojen halkaisijaa 2 tuumasta 150 mm:iin (säilyttämällä saman kidelaadun). Nykyään piikarbidilaitteiden valtavirran kiekkokoko on 150 mm, ja laiteyksikkökohtaisten tuotantokustannusten alentamiseksi jotkut laitevalmistajat ovat perustamassa 200 mm:n laitteita. Tämän tavoitteen saavuttamiseksi kaupallisesti saatavien 200 mm:n SiC-kiekkojen tarpeen lisäksi kyky suorittaa yhtenäinen SiC-epitaksia on myös erittäin toivottavaa. Siksi, kun on saatu hyvälaatuisia 200 mm:n SiC-substraatteja, seuraava haaste on suorittaa korkealaatuinen epitaksiaalinen kasvu näille substraateille. LPE on suunnitellut ja rakentanut vaakasuuntaisen yksikiteisen kuumaseinäisen täysin automatisoidun CVD-reaktorin (nimeltään PE1O8), joka on varustettu monivyöhykkeellä implantaatiojärjestelmällä, joka pystyy käsittelemään jopa 200 mm:n piikarbidialustoja. Tässä raportoimme sen suorituskyvystä 150 mm:n 4H-SiC-epitaksilla sekä alustavista tuloksista 200 mm:n epiwafereilla.
Tulokset ja keskustelu
PE1O8 on täysin automatisoitu kasetista kasetille -järjestelmä, joka on suunniteltu käsittelemään jopa 200 mm:n piikarbidikiekkoja. Muotoa voidaan vaihtaa 150 ja 200 mm välillä, mikä minimoi työkalun seisonta-ajan. Lämmitysvaiheiden vähentäminen lisää tuottavuutta, kun taas automaatio vähentää työvoimaa ja parantaa laatua ja toistettavuutta. Tehokkaan ja kustannuskilpailukykyisen epitaksiprosessin varmistamiseksi raportoidaan kolme päätekijää: 1) nopea prosessi, 2) paksuuden ja dopingin suuri tasaisuus, 3) minimoitu vikojen muodostuminen epitaksiprosessin aikana. PE1O8:ssa pieni grafiittimassa ja automaattinen lastaus/purkujärjestelmä mahdollistavat standardiajon suorittamisen alle 75 minuutissa (tavallinen 10 μm Schottky-diodiresepti käyttää kasvunopeutta 30 μm/h). Automaattinen järjestelmä mahdollistaa lastaamisen/purkauksen korkeissa lämpötiloissa. Seurauksena on, että sekä lämmitys- että jäähdytysajat ovat lyhyitä, vaikka ne jo vaimentavat paistovaihetta. Tällaiset ihanteelliset olosuhteet mahdollistavat todella seostamattoman materiaalin kasvun.
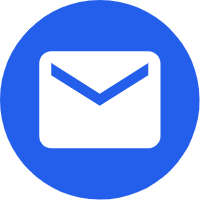
Laitteen kompakti ja kolmikanavainen ruiskutusjärjestelmä johtavat monipuoliseen järjestelmään, jolla on korkea suorituskyky sekä seostuksen että paksuuden tasaisuuden suhteen. Tämä suoritettiin käyttämällä CFD-simulaatioita vertailukelpoisen kaasun virtauksen ja lämpötilan tasaisuuden varmistamiseksi 150 mm ja 200 mm substraattiformaateissa. Kuten kuvasta 1 näkyy, tämä uusi ruiskutusjärjestelmä toimittaa kaasua tasaisesti pinnoituskammion keski- ja sivuosissa. Kaasunsekoitusjärjestelmä mahdollistaa paikallisesti jakautuneen kaasukemian vaihtelun ja laajentaa edelleen säädettävien prosessiparametrien määrää epitaksiaalisen kasvun optimoimiseksi.
Kuva 1 Simuloitu kaasun nopeuden suuruus (ylhäällä) ja kaasun lämpötila (alhaalla) PE1O8-prosessikammiossa tasossa, joka sijaitsee 10 mm alustan yläpuolella.
Muita ominaisuuksia ovat parannettu kaasun pyöritysjärjestelmä, joka käyttää palauteohjausalgoritmia suorituskyvyn tasaamiseen ja pyörimisnopeuden suoraan mittaamiseen, sekä uuden sukupolven PID lämpötilan säätöön. Epitaksiprosessin parametrit. Prototyyppikammiossa kehitettiin n-tyypin 4H-SiC epitaksiaalinen kasvuprosessi. Trikloorisilaania ja eteeniä käytettiin piin ja hiiliatomien esiasteena; H2:ta käytettiin kantajakaasuna ja typpeä käytettiin n-tyypin seostukseen. Si-pintaisia kaupallisia 150 mm:n SiC-substraatteja ja tutkimuslaatuisia 200 mm:n SiC-substraatteja käytettiin 6,5 μm:n paksuisten 1 × 1016 cm-3 n-seostettujen 4H-SiC-epikerrosten kasvattamiseen. Substraatin pinta syövytettiin in situ käyttämällä H2-virtausta korotetussa lämpötilassa. Tämän syövytysvaiheen jälkeen kasvatettiin n-tyypin puskurikerrosta käyttäen alhaista kasvunopeutta ja alhaista C/Si-suhdetta tasoituskerroksen valmistamiseksi. Tämän puskurikerroksen päälle kerrostettiin aktiivinen kerros, jolla oli korkea kasvunopeus (30 μm/h), käyttämällä korkeampaa C/Si-suhdetta. Kehitetty prosessi siirrettiin sitten ST:n Ruotsin laitokseen asennettuun PE1O8-reaktoriin. Samanlaisia prosessiparametreja ja kaasun jakautumista käytettiin 150 mm ja 200 mm näytteille. Kasvuparametrien hienosäätö lykättiin tuleviin tutkimuksiin saatavilla olevien 200 mm substraattien rajoitetun määrän vuoksi.
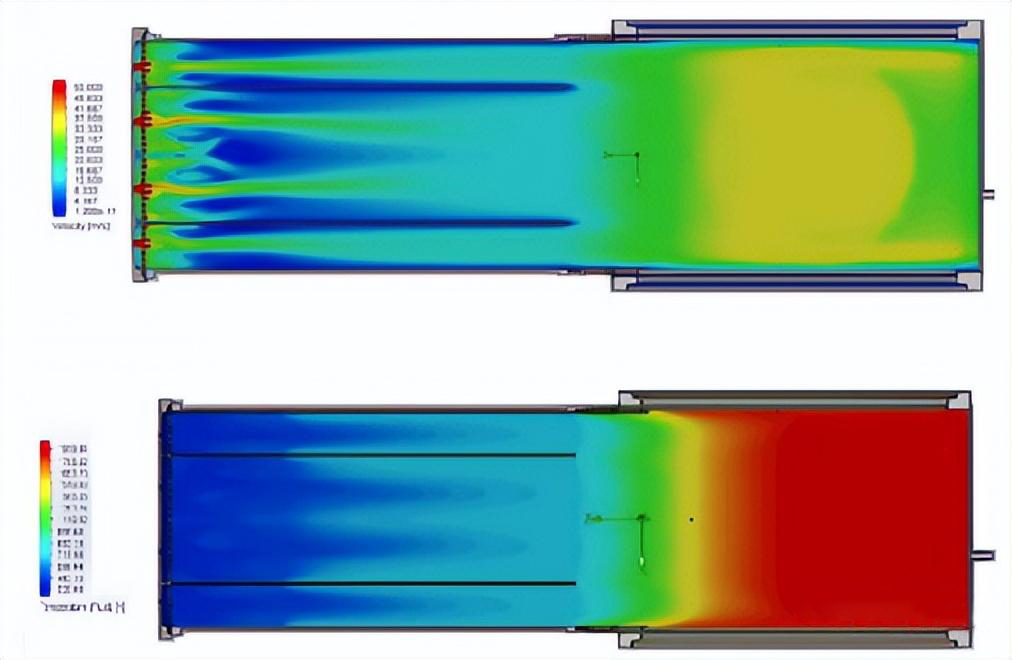
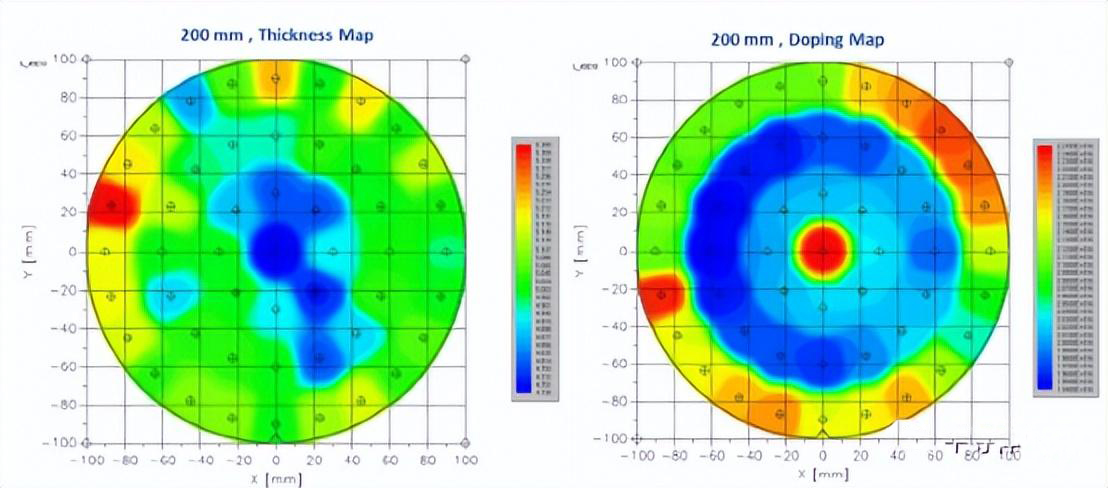
Näytteiden näennäinen paksuus ja seostuskyky arvioitiin vastaavasti FTIR:llä ja CV-elohopea-anturilla. Pintamorfologiaa tutkittiin Nomarski-differentiaalisen interferenssin kontrasti (NDIC) -mikroskoopilla, ja epilaatiokerrosten defektitiheys mitattiin Candelalla. Alustavat tulokset. Alustavat tulokset prototyyppikammiossa käsiteltyjen 150 mm ja 200 mm epitaksiaalisesti kasvatettujen näytteiden dopingista ja paksuuden tasaisuudesta on esitetty kuvassa 2. Epilakerikerrokset kasvoivat tasaisesti pitkin 150 mm ja 200 mm substraattien pintaa paksuusvaihteluilla (σ/keskiarvo) ) vain 0,4 % ja 1,4 %, ja dopingvaihtelut (σ-keskiarvo) niinkin pienet kuin 1,1 % ja 5,6 %. Sisäiset dopingarvot olivat noin 1 × 1014 cm-3.
Kuva 2 200 mm ja 150 mm epikiekkojen paksuus ja seostusprofiilit.
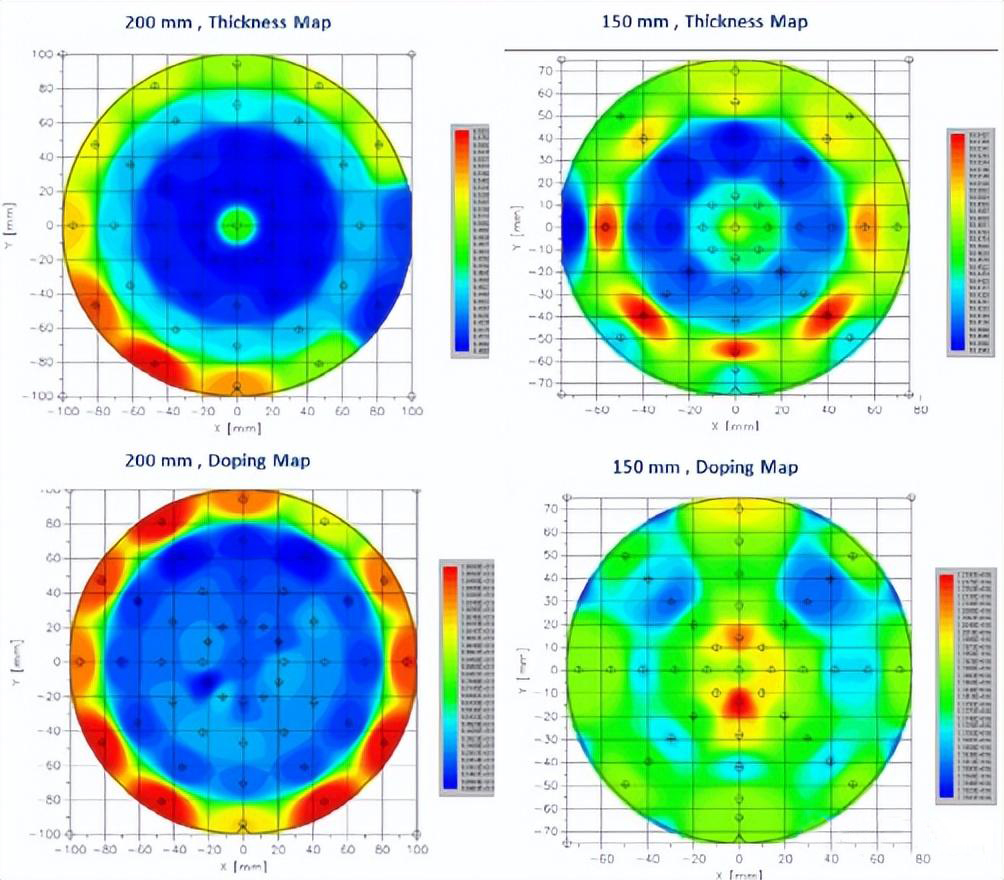
Prosessin toistettavuutta tutkittiin vertaamalla run-to-run -vaihteluita, jolloin paksuusvaihtelut olivat vain 0,7 % ja seostusvaihtelut niinkin pienet kuin 3,1 %. Kuten kuvasta 3 näkyy, uudet 200 mm:n prosessitulokset ovat verrattavissa uusimman tekniikan tuloksiin, jotka aiemmin saatiin 150 mm:n PE1O6-reaktorilla.
Kuva 3 Prototyyppikammiolla käsitellyn 200 mm:n näytteen (ylhäällä) ja huippuluokan 150 mm:n näytteen, joka on valmistettu PE1O6:sta (alhaalla), kerros kerrokselta paksuus ja seostustasaisuus.
Mitä tulee näytteiden pintamorfologiaan, NDIC-mikroskopia vahvisti sileän pinnan, jonka karheus oli mikroskoopin havaittavissa olevan alueen alapuolella. PE1O8 tulokset. Prosessi siirrettiin sitten PE108-reaktoriin. 200 mm:n epikiekkojen paksuus ja seostustasaisuus on esitetty kuvassa 4. Epilayers kasvaa tasaisesti substraatin pintaa pitkin paksuuden ja seostusvaihteluiden (σ/keskiarvo) ollessa vain 2,1 % ja vastaavasti 3,3 %.
Kuva 4 200 mm:n epikiekon paksuus ja seostusprofiili PE1O8-reaktorissa.
Epitaksiaalisesti kasvatettujen kiekkojen vikatiheyden tutkimiseen käytettiin kandelaa. Kuten kuvassa näkyy. Kokonaisvikojen tiheydet 5 niinkin pienet kuin 1,43 cm-2 ja 3,06 cm-2 saavutettiin vastaavasti 150 mm ja 200 mm näytteillä. Koko käytettävissä oleva pinta-ala (TUA) epitaksian jälkeen laskettiin siten olevan 97 % ja 92 % 150 mm ja 200 mm näytteille, vastaavasti. On syytä mainita, että nämä tulokset saavutettiin vasta muutaman ajon jälkeen ja niitä voidaan edelleen parantaa hienosäätämällä prosessiparametreja.
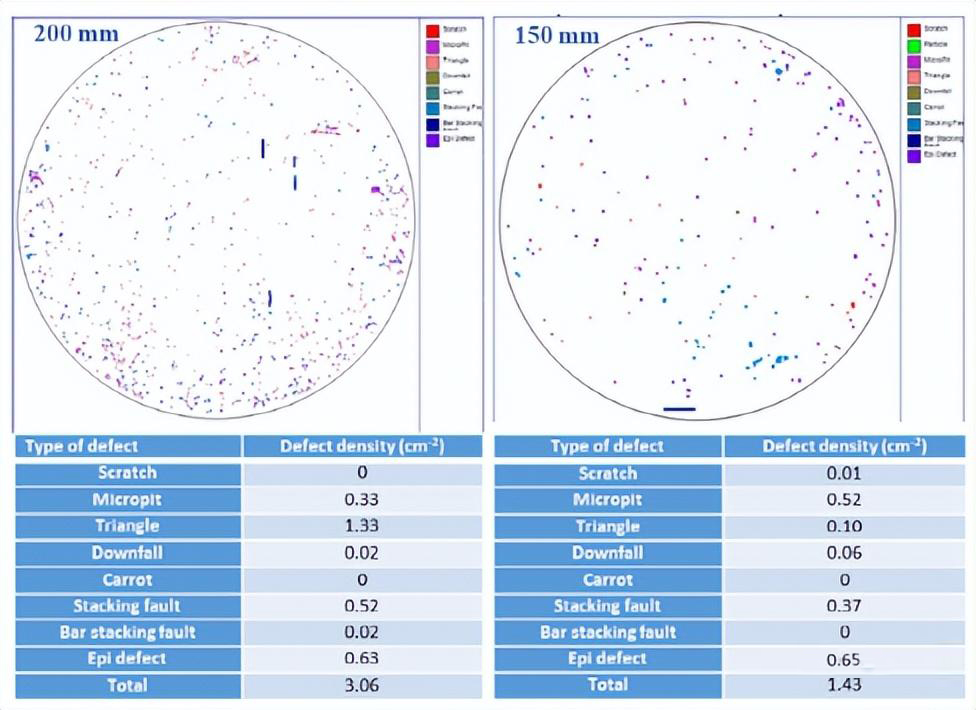
Kuva 5 Candela-vikakartat 6 μm paksuista 200 mm (vasemmalla) ja 150 mm (oikea) epikiehoista, joita on kasvatettu PE1O8:lla.
Johtopäätös
Tässä artikkelissa esitellään äskettäin suunniteltu PE1O8 kuumaseinäinen CVD-reaktori ja sen kyky suorittaa yhtenäinen 4H-SiC-epitaksia 200 mm:n substraateille. Alustavat tulokset 200 mm:stä ovat erittäin lupaavia, sillä paksuusvaihtelut ovat niinkin pienet kuin 2,1 % näytteen pinnalla ja seostussuorituskyvyn vaihtelut vain 3,3 % näytteen pinnalla. TUA:n epitaksin jälkeen laskettiin olevan 97 % ja 92 % 150 mm ja 200 mm näytteille, ja TUA:n 200 mm:n ennustetaan paranevan tulevaisuudessa paremman substraatin laadun myötä. Ottaen huomioon, että tässä raportoidut tulokset 200 mm:n substraateilla perustuvat muutamiin testisarjoihin, uskomme, että tuloksia, jotka ovat jo lähellä 150 mm:n näytteiden huippuluokan tuloksia, on mahdollista parantaa edelleen kasvuparametrien hienosäätö.